


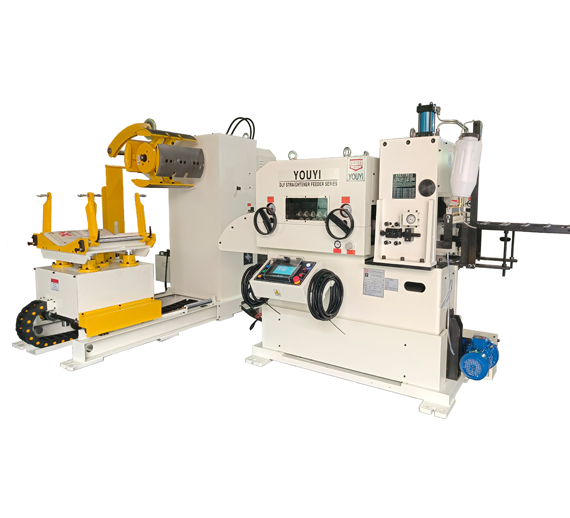
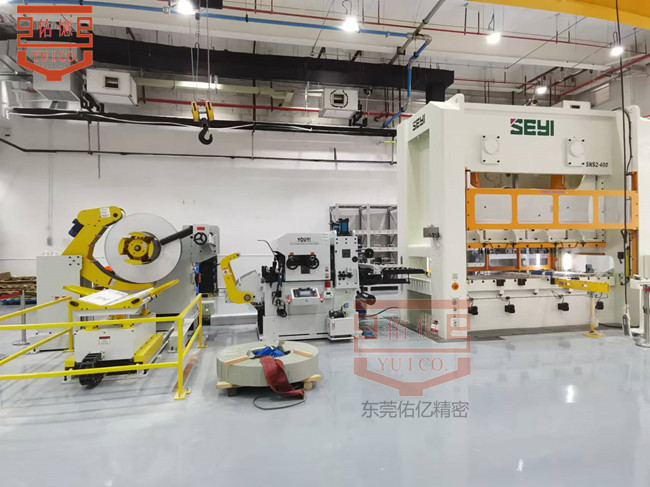
冲床三合一送料机用于搭配冲床、激光切割机、冷弯成型机、剪板机实现各类金属卷料的自动化生产。机台由开卷机部分、整平送料机部分2个功能组件组成。
开卷整平送料机日常使用时,上料操作使用流程如下:
一、给开卷机装料,装料操作过程如下:
1、选择手动操作方式。
2、升起压臂,降下托臂,收缩料架,升起外侧的挡臂。
3、根据材料宽度调整里侧的挡臂位置,调整时将调整手轮向里推旋转手轮即可调整卷材侧挡臂位置,调整完成后须让开卷机装好材料后材料中心与送料机的送料中心线对齐。
4、用吊车或移动上料台车将材料移动到料架上,并刚好靠近里侧的卷材侧导臂。
5、扩大料架。
6、降下压臂 。
7、向外拉卷材挡臂位置调整降手轮,然后调整外侧卷材侧挡臂位置,然后降下外侧卷材侧挡臂。
8、升起卷材托臂,通过操作料架正转、料架反转调整材料料头的位置,在合适位置剪开材料包装带。
二、给整平送料机装料,装料过程如下:
1、上升折臂,并打开整平滚轮。
2、调整入口导向滚轮的间距,间距要比通过的材料宽度要宽一些。
3、通过操作开卷机料架正转、料架反转及托臂升降将材料送到折臂,然后下降折臂,然后反复控制料架正转,下降折臂,迫使材料进入整平滚轮。
4、压下整平滚轮到合适位置,再次调整入口宽度导向滚轮间距,使其宽度与材料宽度正好匹配。
5、待完全调整好后,下压整平滚轮。
6、放下开卷机材料托臂,点动料架正转按钮,形成料环。
7、将料架的运行方式从手动运行方式切换到自动运行方式。
8、调整矫正量调节手轮到合适位置。
9、通过操作整平送料机正向点动按钮将材料从出料口送出来。
10、通过操作整平送料机正向点动按钮,并反复调整矫正量调节手轮,并观察从出料口出来的材料,直到矫正效果合格。
11、在手动方式用点动送料、点动退料、一行程送料操作检查送料机的送料动作是否正常。
12、检查紧急停止信号、材料末端检测信号是否正常。
三、开卷整平送料机设备运转:
1、运转前的准备工作完成后才能进行正式的连动运转工作。
2、将送料机的工作方式选择开关选择在自动方式,此时如果冲压设备已经准备好具备连动条件且送料机也准备好时送料机上的OK指示灯将点亮。
3、在送料机的OK指示灯点亮时在冲压设备侧启动冲床可开始连动送料动作。
4、连续运转前先用冲压设备的安全一行程模式检查送料机的送料动作正常,运行几次正常后才能用冲压设备的连续运行模式连动运行。
以上就是开卷整平送料机日常装料操作使用的基本方法,操作人员请按照晋志德随机搭配的使用说明书进行操作。

